Related Resources: hardware
Self Tapping Screws Installation Design
ANSI Hardware Design & Engineering
Bolt Screw Torque and Force Design
When designing for self-tapping screws, a number of factors are important:
Boss Hole Dimension: For the highest ratio of stripping to driving torque, use a hole diameter equal to the pitch diameter of the screw.Boss Outside Dimension: The most practical boss diameter is 2.5 times the screw diameter. If its wall is too thin, a boss may crack. Higher stripping torques are not achieved with thicker bosses.
Effect of Screw Length: Stripping torque increases rapidly with increasing length of engagement and levels off when the engaged length is about 2.5 times the pitch diameter of the screw.
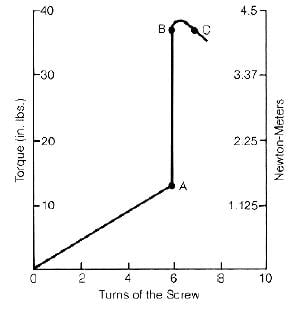
Strip-To-Drive Ratio: The torque-turn curve in Figure 1 shows how a self-tapping screw responds to applied torque. Up to point "A", driving torque is applied to cut or form a thread and to overcome sliding friction on the threads. Successive turns require more torque as the area of thread engagement increases. At point "A", the head of the screw seats. Any further application of torque - now referred to as stripping torque - results in compressive loading of the threads. At point "B", stress in the threads reaches the yield point of the plastic, and the threads begin to shear off. Threads continue to strip off to point "C" when the fastening fails completely.
 |
|
Figure 1
Torque Turn Plot |
Strip-to-drive ratio (the ratio of stripping torque to driving torque) can be used to evaluate the performance of a fastened joint. For high volume production with power tools, this ratio should be about 4 to 1. With well trained operators working with consistent parts and hand tools, a 2 to 1 ratio may be acceptable. In any case, lubricants must be avoided because they drastically reduce this ratio.
F = SS A = SS π Dp L
Where:
F = Pull out force
SS = Shear stress = St / 31/3
St = Tensile yield stress
A = Shear area = π Dp L
Dp = Pitch diameter
L = Axial length of full thread engagement
Pull-out strength doe not generally decrease with time.
To calculate the stripping torque use:
T = F r ( p + 2 π fr ) / ( 2 π r - fp )
Where:
T = torque to develope pull-out force
r = Pitch radius of screw
p = Reciprocal of threads per unit length
f = Coefficient of friction
- Bolt Pattern Group Pullout Excel Spreadsheet Calculator , Spreadsheet Calculator Calculated per the AISC Ninth Edition
- Threaded Hole Fastener Pullout Stress
- Self Tapping Screw Pull-Out and Torque Calculator
- Screws Fastener in Particle Board Maximum Torque and Pullout Withdraw Resistance Force Formulae and Calc
- Wood Nail Pullout Withdraw Resistance Force Formulae and Calculator
- Wood Screw Pullout Withdraw Resistance Force Formulae and Calculator
- Bolt Pattern Group Pullout Excel Spreadsheet Calculator
- Pressed Drift Pin Bolts in Wood Force Formulae and Calculator
- Concrete Anchor Tension Pullout and Design Calculator
- Concrete Anchor Tension Pullout Force Design Calculator per. ACI 318-02
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact