Gun Drilling Reaming Manufacturing Review
Gun Drilling Reaming Review
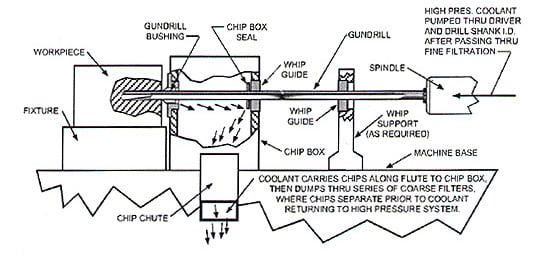
Gun drilling utilizes special machinery that was originally developed to manufacture gun barrels. Typically, gun drilling utilizes a single flute drill, normally carbide tipped, with a hole bored through the center of the drill length. Coolant (oil) is forced through the hollow drill at high pressure to provide cooling, lubrication and help clear chips from the drilled hole. The drill is guided by a bushing, however may drift once the material is penetrated. Either the drill or the part is rotated, typically gun drilling machines rotate the part.
Gun drills are straight fluted drills which allow cutting fluid (either compressed air or a suitable liquid) to be injected through the drill's hollow body to the cutting face. They are used for deep drilling a depth-to-diameter ratio of 300:1 or more is possible. Gun barrels are the obvious example; hence the name. Other uses include moldmaking, diemaking, and the manufacture of woodwind musical instruments, such as uilleann pipes, as gun drills can drill long straight holes in metal, wood, and some plastics. The coolant provides lubrication and cooling to the cutting edges and removes the swarf or chips from the hole. Modern gun drills use carbide tips to prolong life and reduce total cost when compared with metal tips. Speed of drilling depends on the material being drilled, rotational speed, and the drill diameter; a high speed drill can cut a hole in P20 steel at 30 inches per minute.
Gun drilling can be done on several kinds of machine tools. On lathes, it is generally practical with hole depths of less than 50 diameters. There are also purpose-built gun drilling machines, where longer aspect ratios can be drilled.
With a standard twist drill, it is difficult to drill a straight and accurately sized hole of a depth more than about 5 times the diameter. This is a problem in many manufacturing processes, especially the firearms industry: the barrel of a gun must be very straight and accurately sized. Gun barrels are far longer than their inside diameter; as an example, the .223 inch (5.56 mm) caliber barrel of the M-16 rifle is 20 inches (508 mm) long, nearly 90 times the diameter of the bore. The gun drill was developed to drill such long, straight holes.
Gun drilling is possible over a range of depths and diameters. For diameters between 1–3 mm, gun drilling can be performed successfully with special equipment. It is a common process between 3–50mm in diameter. It is also possible for the 50–75 mm range, however less efficient than BTA deep hole drilling.
Gun reaming (boring) is similar to gun drilling, except a fluted reamer/cutter is guided by a bushing into the hole feature.
Related
- Pilot Holes and Field Matching Drilling Aluminum and Steel
- Machinist Drill Bit Size Table | Drill Bit Size Chart | ISO Metric Drill Bit Size Table
- Machinist Drilling Mechanical Tolerance Capabilities Chart - ANSI Size Drilled Hole Tolerance, ISO Metric Drill Sizes
- Countersink Spot Drill Depth Formula and Calculator
- Machinist Screw Thread Tap - Drill Size Table Chart ANSI Sizes | Drill Size Chart (UNC, UNF & Metric ISO Series)
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact