Related Resources: manufacturing
Heat Treating Common Steels Temperature and Quenching Medium Chart
Heat Treating Common Steels Temperature and Quenching Medium Chart
Quenching Media: Quenching solutions act only through their ability to cool the steel. They have no beneficial chemical action on the quenched steel and in themselves impart no unusual properties. Most requirements for quenching media are met satisfactorily by water or aqueous solutions of inorganic salts, such as table salt or caustic soda, or by some type of oil. The rate of cooling is relatively rapid during quenching in brine, somewhat less rapid in water, and slow in oil.
Tempering: Tempering reduces the brittleness imparted by hardening and produces definite physical properties within the steel. Tempering always follows, never precedes, the hardening operation. In addition to reducing brittleness, tempering softens the steel. Tempering is always conducted at temperatures below the low critical point of the steel. In this respect, tempering differs from annealing, normalizing, or hardening, all of which require temperatures above the upper critical point.
Annealing: Annealing of steel produces a fine-grained, soft, ductile metal without internal stresses or strains. In the annealed state, steel has its lowest strength. In general, annealing is the opposite of hardening. Heating the metal to just above the upper critical point, soaking at that temperature, and cooling very slowly in the furnace accomplishes annealing of steel.
Normalizing: The normalizing of steel removes the internal stresses set up by heat treating, welding, casting, forming, or machining. Stress, if not controlled, leads to failure. Because of the better physical properties, steels are often used in the normalized state, but seldom, if ever, in the annealed state. One of the most important uses of normalizing is in welded parts. Welding causes strains to be set up in the adjacent material. In addition, the weld itself is a cast structure as opposed to the wrought structure of the rest of the material. These two types of structures have different grain sizes, and to refine the grain as well as to relieve the internal stresses, all welded parts should be normalized after fabrication.
Heat Treating Steels Temperature and Quenching Medium Table
Steel Number |
Temperatures |
Quenching Medium (n) |
||
Normalizing Air Cool (°F) |
Annealing (°F) |
Hardening (°F) |
||
1020 |
1,650–1,750 |
1,600–1,700 |
1,575–1,675 |
Water |
1022 (x1020) |
1,650–1,750 |
1,600–1,700 |
1,575–1,675 |
Water |
1025 |
1,600–1,700 |
1,575–1,650 |
1,575–1,675 |
Water |
1035 |
1,575–1,650 |
1,575–1,625 |
1,525–1,600 |
Water |
1045 |
1,550–1,600 |
1,550–1,600 |
1,475–1,550 |
Oil or water |
1095 |
1,475–1,550 |
1,450–1,500 |
1,425–1,500 |
Oil |
2330 |
1,475–1,525 |
1,425–1,475 |
1,450–1,500 |
Oil or water |
3135 |
1,600–1,650 |
1,500–1,550 |
1,475–1,525 |
Oil |
3140 |
1,600–1,650 |
1,500–1,550 |
1,475–1,525 |
Oil |
4037 |
1,600 |
1,525–1,575 |
1,525–1,575 |
Oil or water |
4130 (x4130) |
1,600–1,700 |
1,525–1,575 |
1,525–1,625 |
Oil (c) |
4140 |
1,600–1,650 |
1,525–1,575 |
1,525–1,575 |
Oil |
4150 |
1,550–1,600 |
1,475–1,525 |
1,550–1,550 |
Oil |
4340 (x4340) |
1,550–1,625 |
1,525–1,575 |
1,475–1,550 |
Oil |
4640 |
1,675–1,700 |
1,525–1,575 |
1,500–1,550 |
Oil |
6135 |
1,600–1,700 |
1,550–1,600 |
1,575–1,625 |
Oil |
6150 |
1,600–1,650 |
1,525–1,575 |
1,550–1,625 |
Oil |
6195 |
1,600–1,650 |
1,525–1,575 |
1,500–1,550 |
Oil |
NE8620 |
— |
— |
1,525–1,575 |
Oil |
NE8630 |
1,650 |
1,525–1,575 |
1,525–1,575 |
Oil |
NE8735 |
1,650 |
1,525–1,575 |
1,525–1,575 |
Oil |
NE8740 |
1,625 |
1,500–1,550 |
1,500–1,550 |
Oil |
30905 |
— |
(g)(h) |
(i) |
— |
51210 |
1,525–1,575 |
1,525–1,575 |
1,775–1,825 (j) |
Oil |
51335 |
— |
1,525–1,575 |
1,775–1,850 |
Oil |
52100 |
1,625–1,700 |
1,400–1,450 |
1,525–1,550 |
Oil |
Corrosion resisting (16-2)(1) |
— |
— |
— |
— |
Silicon chromium (for springs) |
— |
— |
1,700–1,725 |
Oil |
Steel Number |
Tempering (drawing) Temperature for Tensile Strength (psi) |
||||
100,000 (°F) |
125,000 (°F) |
150,000 (°F) |
180,000 (°F) |
200,000 (°F) |
|
1020 |
— |
— |
— |
— |
— |
1022 (x1020) |
— |
— |
— |
— |
— |
1025 |
(a) |
— |
— |
— |
— |
1035 |
875 |
— |
— |
— |
— |
1045 |
1,150 |
— |
— |
(n) |
— |
1095 |
(b) |
— |
1,100 |
850 |
750 |
2330 |
1,100 |
950 |
800 |
— |
— |
3135 |
1,250 |
1,050 |
900 |
750 |
650 |
3140 |
1,325 |
1,075 |
925 |
775 |
700 |
4037 |
1,225 |
1,100 |
975 |
— |
— |
4130 (x4130) |
(d) |
1,050 |
900 |
700 |
575 |
4140 |
1,350 |
1,100 |
1,025 |
825 |
675 |
4150 |
— |
1,275 |
1,175 |
1,050 |
950 |
4340 (x4340) |
— |
1,200 |
1,050 |
950 |
850 |
4640 |
— |
1,200 |
1,050 |
750 |
625 |
6135 |
1,300 |
1,075 |
925 |
800 |
750 |
6150 |
(d)(e) |
1,200 |
1,000 |
900 |
800 |
6195 |
(f ) |
— |
— |
— |
— |
NE8620 |
— |
1,000 |
— |
— |
— |
NE8630 |
— |
1,125 |
975 |
775 |
675 |
NE8735 |
— |
1,175 |
1,025 |
875 |
775 |
NE8740 |
— |
1,200 |
1,075 |
925 |
850 |
30905 |
— |
— |
— |
— |
— |
51210 |
1,200 |
1,100 |
(k) |
750 |
— |
51335 |
— |
— |
— |
— |
— |
52100 |
(f ) |
— |
— |
— |
— |
Corrosion resisting (16-2)(1) |
(m) |
— |
— |
— |
— |
Silicon chromium (for springs) |
— |
— |
— |
— |
— |
Notes:
(a) Draw at 1,150 °F for tensile strength of 70,000 psi.
(b) For spring temper draw at 800–900 °F. Rockwell hardness C-40–45.
(c) Bars or forgings may be quenched in water from 1,500–1,600 °F.
(d) Air cooling from the normalizing temperature produces a tensile strength of approximately 90,000 psi.
(e) For spring temper draw at 850–950 °F. Rockwell hardness C-40–45.
(f ) Draw at 350–450 °F to remove quenching strains. Rockwell hardness C-60–65.
(g) Anneal at 1,600–1,700 °F to remove residual stresses due to welding or cold work. May be applied only to steel containing titanium or columbium.
(h) Anneal at 1,900–2,100 °F to produce maximum softness and corrosion resistance. Cool in air or quench in water.
(i) Harden by cold work only.
(j) Lower side of range for sheet 0.06 inch and under. Middle of range for sheet and wire 0.125 inch. Upper side of range for forgings.
(k) Not recommended for intermediate tensile strengths because of low impact.
(l) AN-QQ-S-770—It is recommended that, prior to tempering, corrosion-resisting (16 Cr-2 Ni) steel be quenched in oil from a temperature of 1,875–1,900 °F, after a soaking period of 30 minutes at this temperature. To obtain a tensile strength at 115,000 psi, the tempering temperature should be approximately 525 °F. A holding time at these temperatures of about 2 hours is recommended. Tempering temperatures between 700 °F and 1,100 °F is not approved.
(m) Draw at approximately 800 °F and cool in air for Rockwell hardness of C-50.
(n) Water used for quenching shall be within the temperature range of 80–150 °F.
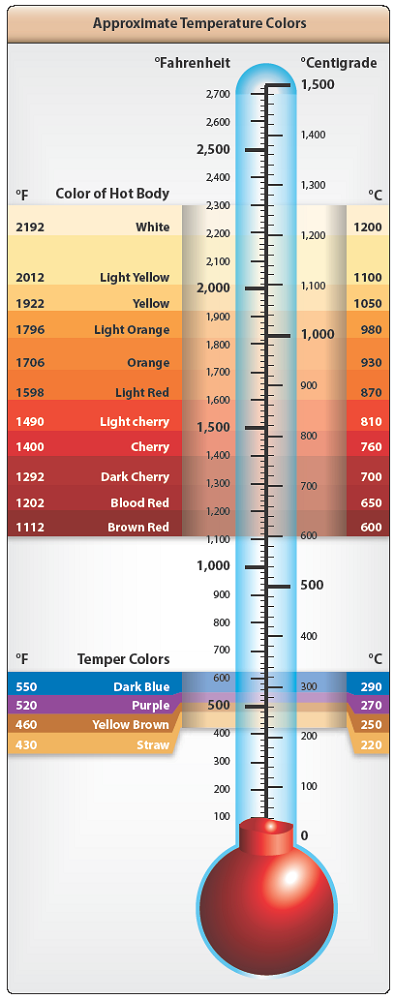
Figure 1 Temperature chart indicating conversion of Centigrade to Fahrenheit or vice versa, color temperature scale for hardening temperature range, and tempering temperature range.
Reference:
Federal Aviation Administration
Aviation Maintenance Technician Handbook,
FAA-H-8983-30A
2018
Related:
- Heat Treating Terms and Definitions Terms H - Z | Heat treating | Engineers Edge
- Heat Treating Terms and Definitions Definitions Starting A - H | Engineers Edge
- Heat Treating Steel Time vs Temperature and Case Harden Thickness | Engineering Reference and Online Tools
- Heat Treating of Aluminum Alloys | Engineering Reference and Online Tools
- Heat Treating Stainless Steels Table Chart | Engineering Reference and Online Tools
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact