Related Resources: material science
Heat Treatment - Stress Relieving
Engineering Materials
Manufacturing Processes
Heat treating stress relief is used to reduce the internal material stresses within a part or assembly as a consequence of manufacturing processes. Following manufactuirng processes that include forming, machining, cut, or are assemblies fabricated by welding, will have internal stresses that may cause distorsions. By heating the component or assembly materials to an appropriate temperature and holding for a known period of time to allow the entire part to reach this temperature, most of the interneal stresses can be relieved.
The resultant end item will then be less prone to dimensional variation by post manufacturing. Typically, parts that benefit from stress relieving are large and complex weldments, castings which have had a lot of machining, parts with tight dimensional tolerances and machined parts that have had a lot of stock removal performed.
Carbon steels may be stress relieved by holding a temperature at 1,100 to 1,250°F (600 to 675°C) for 1 hour per inch (25 mm) of thickness. Stress relieving offers several benefits. For example, when a component with high residual stresses is machined, the material tends to move during the metal removal operation as the stresses are redistributed. After stress relieving, however, greater dimensional stability is maintained during machining, providing for increased dimensional reliability.
In addition, the potential for stress corrosion cracking is reduced, and the metallurgical structure can be improved through stress relieving. The steel becomes softer and more ductile through the precipitation of iron carbide at temperatures associated with stress relieving.
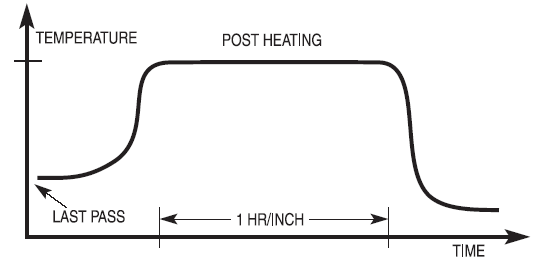 |
| Heating Treat - Stress Relieving Cycle |
Related
- Heat Treatment of Metals
- Heat Treatment and Properties of Iron and Steel Premium Membership Required
- Specific Heat Capacity of Metals Chart"specific heat is the amount of heat energy per
- Quenching Review - Heat TreatingQuenching - heat treating
- Tempering Steel ReviewSteel is tempered by reheating after hardening to obtain specific mechanical properties
- Heat Treating Aluminum Alloysaluminum-copper binary phase diagram.
- Heat Treatment - Annealingplain carbon steels, annealing produces a ferrite-pearlite microstructure.
- Heat Treatment Reviewheat treatment of steel consists of raising the material some specified temperature.
- Heat Treating Stainless SteelsStainless steels are heat-treated based on the stainless steel type and the target end item requirements.
- Heat Treating Terms Definitions # 1Heat Treating Terms and Definitions
- Heat Treating Terms Definitions #2
- Heat Treating Tool SteelsHeat Treating Tool Steels Manufacturing Table Chart
- Heat Treating Common Steels Temperature and Quenching Medium Chart
- Induction Hardening ReviewInduction hardening is widely used process for the surface hardening of steel.
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact